
服務(wù)熱線
13702918602






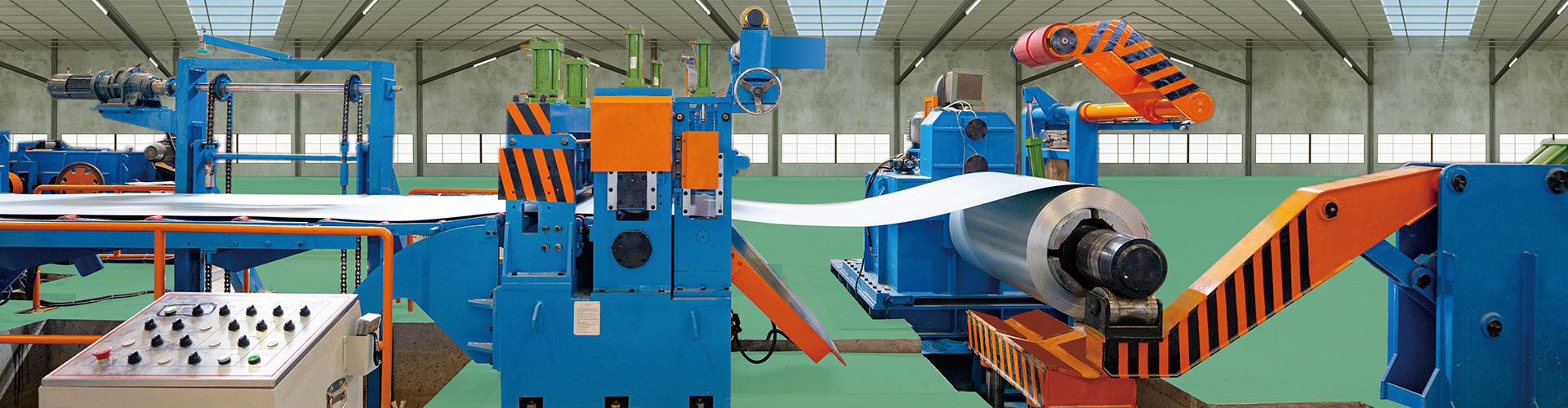
金屬帶鋼縱剪分條機(jī)主要類型有:
1、簡(jiǎn)單型金 寓分條機(jī)
2、液體壓半自動(dòng)工作金屬分條機(jī)3、全自動(dòng)工作金屬分條機(jī)
金屬帶鋼縱剪分條機(jī)根據(jù)加工材料的實(shí)際尺寸規(guī)格劃分為:
1、薄板金屬帶鋼縱剪分條機(jī)
2、中厚板金 屬帶鋼縱剪分條機(jī)
3、厚板 金屬帶鋼縱剪分條機(jī)
根據(jù)不同地區(qū)對(duì)金屬帶鋼縱剪分條機(jī)的叫法不同,主要叫法有:
1、金屬圓盤剪 2、金屬 滾剪機(jī) 3、縱剪分條機(jī) 4、金屬縱剪機(jī) 5、金屬剪切機(jī)

分條機(jī)設(shè)備在使用過(guò)程中,如有調(diào)整不當(dāng),將可能會(huì)出現(xiàn)一些異常現(xiàn)象,同時(shí)還會(huì)造成產(chǎn)品的一些損傷。比如在某一生產(chǎn)工作中,分條機(jī)設(shè)備所剪切帶材存在寬度不一的問(wèn)題,還有一些條料產(chǎn)品的毛刺超過(guò)了標(biāo)準(zhǔn)要求。
首先針對(duì)一個(gè)問(wèn)題,如果發(fā)現(xiàn)所切條料寬度不一,那么很可能是由于分條機(jī)刀軸上的刀具沒(méi)有緊固造成的,因而此時(shí)需要關(guān)停設(shè)備,檢查刀具,調(diào)整好后再緊固,即可剪出片寬合格的條料。
其次,如果發(fā)現(xiàn)分條機(jī)設(shè)備所剪切的條料毛刺超標(biāo),則需要從兩個(gè)方面來(lái)考慮。一種是在滾剪后條料毛刺超標(biāo),主要包括的原因有:1、刀具刃口不鋒利,條料上的毛刺表現(xiàn)為連續(xù)的;刃口有缺陷,現(xiàn)象表現(xiàn)為條料上毛刺有斷續(xù)的亮點(diǎn)。此時(shí)應(yīng)當(dāng)重新韌磨刀具;2、刀具間隙或重合度大時(shí),條料上的毛刺表現(xiàn)為是連續(xù)的,并有輕微的翻起現(xiàn)象。此種情況應(yīng)停機(jī)檢查,重新調(diào)整刀具間隙。
另外一種情況就是由于通過(guò)張緊裝置之后,帶料毛刺超標(biāo)。通常情況下,通過(guò)張緊裝置后的條料如果毛刺超標(biāo),主要是由于條料在運(yùn)行過(guò)程中橫向擠壓隔離盤產(chǎn)生的。這可能是由于分條機(jī)組中所配置隔離盤的平面度、裝隔離盤的軸的直線度不好,轉(zhuǎn)動(dòng)時(shí)隔離盤徑向跳動(dòng)過(guò)大,引起條料在運(yùn)行過(guò)程中橫向擠壓隔離盤。
如果發(fā)現(xiàn)分條機(jī)所剪切帶條某些部分出現(xiàn)一定差異的情況,這主要是由于引起張緊裝置上的氣囊使其局部壓力不均勻,分條機(jī)廠家,使運(yùn)行中的條料在此過(guò)程中產(chǎn)生對(duì)隔離盤的橫向擠壓。情況應(yīng)調(diào)整氣囊上的上、下壓板,改變排列的方式并增加或減少壓板的數(shù)量,使氣囊局部壓力均勻情況。




貼合分切機(jī)的分切過(guò)程三種方式
在貼合分切機(jī)分切過(guò)程中大致可分為三種方式:平刀分切、圓刀分切、擠壓分切。
平刀分切:就是像剃刀一樣,將單面刀片或雙面刀片固定在一個(gè)固定的刀架上,在材料運(yùn)行過(guò)程中將刀落下,使刀將材料縱向切開(kāi),分條機(jī),以達(dá)到分切目的。
圓刀分切:圓刀分切可分為切線分切和非切線分切。
切線分切為材料從上下兩圓盤刀的切線方向分切,這種分切對(duì)刀比較方便,上圓盤刀和下圓盤刀可根據(jù)分切寬度要求,很容易地直接調(diào)整位置。它的缺點(diǎn)是材料很容易在分切處發(fā)生漂移現(xiàn)象,所以精度不高,分條機(jī) 廠家,現(xiàn)在一般不用。
貼合分切機(jī)的非切線分切是材料和下圓盤刀有一定的包角,下圓盤刀落下,將材料切開(kāi)。這種分切方式可以使材料不易發(fā)生漂移,分切精度高。但是調(diào)刀不是很方便,全自動(dòng)分條機(jī),下圓盤刀安裝時(shí),必須將整軸拆下。圓刀分切適合分切比較厚的復(fù)合膜和紙張類。
貼合分切機(jī)的擠壓分切:擠壓分切在國(guó)內(nèi)分切機(jī)上并不常見(jiàn),它主要是由與材料速度同步并與材料有一定包角底輥和調(diào)節(jié)方便的氣動(dòng)刀組成。這種分切方式既可以分切比較薄的塑料薄膜,也可以分切比較厚的紙張、無(wú)紡布等。




掃一掃手機(jī)網(wǎng)站







 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com